[VIP第1年] 指数:3
[VIP第1年] 指数:3
出现缺料的现象。缺料一般指在加工的过程中,由于模具的型腔填充不满,从而造成零件的外形与设计不符的情况。设备原因:导致缺料的设备原因主要是射嘴部分,一般为射嘴堵塞;快速的解决办法就是清理射嘴。此外,射嘴漏胶也会导致缺料,但这类故障一般需更换新的射嘴。模具原因:一般是由于模具内部排气不通畅而造成的。由于型腔内积累的空气无法排出,会造成塑胶填充量不足,从而导致缺料,解决办法是降低塑胶的充填速度或在模具上增加相应的排气孔。通常情况下形成塑料模具生锈的原因是熔料过热分化后发生气体形成的。广州汽车塑料模具制作

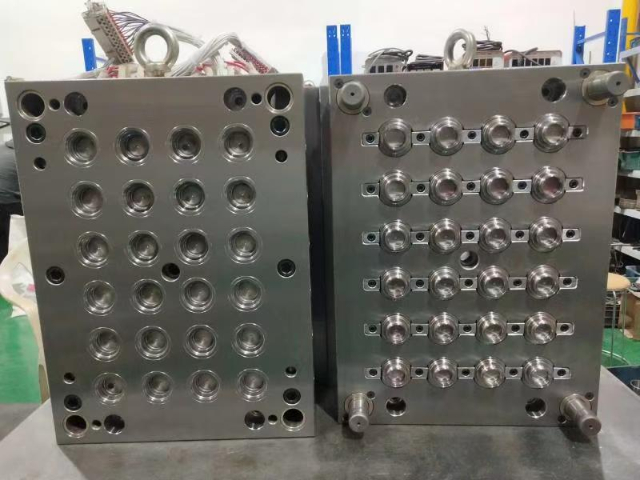
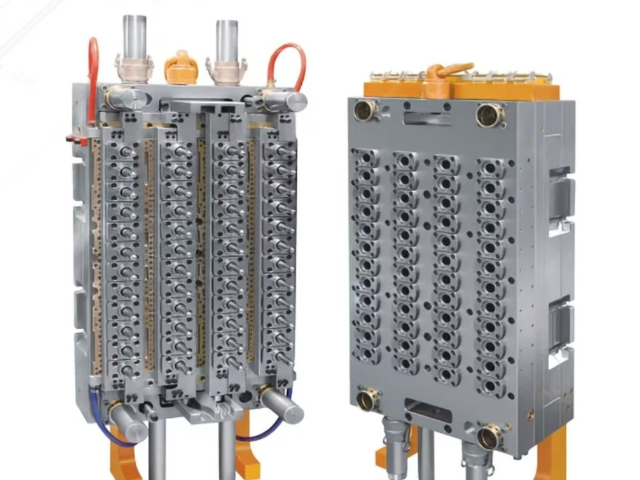
塑料模具的特点如下:(1)、多腔点:从4腔到32腔均有成熟技术.简化型热流道工作可靠成本低。(2)、高效率:采用简化型点胶式热流道,无胶口废料,周期达到5秒。(3)、高寿命:型腔均采用优良模具钢材,热处理HRC52,关键芯件可达HRC60,模具导柱导套采用无油润滑方式,无污染,使用寿命可达千万次。(4)、刀口特别设计:旋开环刀口采用分体结构,刀片不变形,定位精确易更换,合模无碰压,使用寿命长。克服了解整体刀片定位精度差,易跑披锋易损伤,寿命短的缺陷。武汉大型塑料模具加工工厂塑料模具的模温调理体系直接影响到制品的质量和出产功率。

塑料模具的特点:(1)、多腔点:从4腔到32腔均有成熟技术.简化型热流道工作可靠成本低。(2)、高效率:采用简化型点胶式热流道,无胶口废料,周期达到5秒。(3)、高寿命:型腔均采用较优模具钢材,热处理HRC52,关键芯件可达HRC60,模具导柱导套采用无油润滑方式,无污染,使用寿命可达千万次。(4)、刀口特别设计:旋开环刀口采用分体结构,刀片不变形,定位准确易更换,合模无碰压,使用寿命长。克服了解整体刀片定位精度差,易跑披锋易损伤,寿命短的缺陷。随着我国经济水平的不断增长,物流产业逐渐被赋予了更加丰富的价值。作为一个横向发展涉及到交通、铁道、民航、储运与包装等多部门的庞大行业,物流系统逐渐从原始单一的运输概念中解脱出来,细化出运输、仓储、搬运、加工、包装、配送等多个功能环节,旨在解决用户新时期的物流需求,使这些功能环节能够得到协调发展。
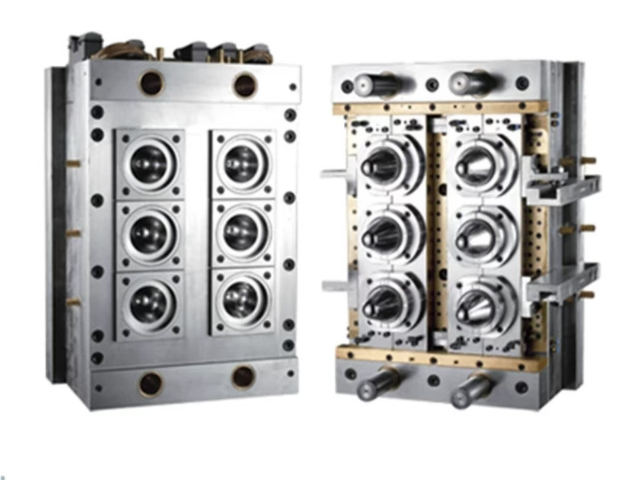
饮料塑料模具中的浇筑系统的设计主要是依据塑件的结构,进行模具的设计,主要设计成为三板式的点浇口,关于浇口的设置在塑件的顶部分正中间的方位,其点浇口是能够明显的进步熔体的剪切速率,并且其熔体的粘度较大的下降非常有利于进行充模,关于PE对剪切的速度敏感的熔体是非常有用的,并且能够将塑件作为包装的容器,关于外观的质量要求是非常高的,去点浇口的残留痕迹是比较小的,并且能够保证其塑件的外表质量问题,进行脱模的时候浇口的当地会自动的拉断,非常方便的完成制品的生产自动化的过程,从而提高了生产效率,并且增加了经济效率,其使用的对错平衡浇筑的系统,型腔之间的摆放是非常紧凑的,并且能够削减模具之间的尺寸,是能够使得各个型腔都能够均衡的布满。模具安装后预热的一起,打针机筒也在加温,当两者温度均符合要求时,即模具温度达30〜60℃以上时。

垃圾桶塑胶模具:在城市化进程中,垃圾桶塑胶模具扮演着重要的角色。它们生产的垃圾桶不只满足了城市公共卫生和垃圾分类的需求,还通过多样化的设计和材质选择,提升了城市的美观度和环保意识。塑胶模具的灵活性和高效性使得垃圾桶的生产成本降低,生产效率提高,为城市环保事业提供了有力保障。此外,随着人们对环保意识的不断提高,垃圾桶塑胶模具的设计也在不断创新,通过采用环保材料和智能化设计,为城市环保事业注入新的活力。在园艺领域,花盆塑料模具扮演着至关重要的角色。这些模具不只帮助批量生产形态各异、尺寸规范的花盆,还确保了花盆的耐用性和美观性。采用好品质塑料材质,经过精密加工,花盆塑料模具能够生产出轻质、防水、抗老化的花盆,为家庭和公共场所的绿化增添一抹亮色。随着人们对居住环境美化需求的提升,花盆塑料模具的设计也日益多样化,从简约现代到复古风格,满足了不同消费者的审美需求。塑料模具的具体优势:刀口特别设计。西安大型塑胶模具设计流程
塑料模具商场是一个需求巨大、细分商场多、竞争压力大的商场。广州汽车塑料模具制作
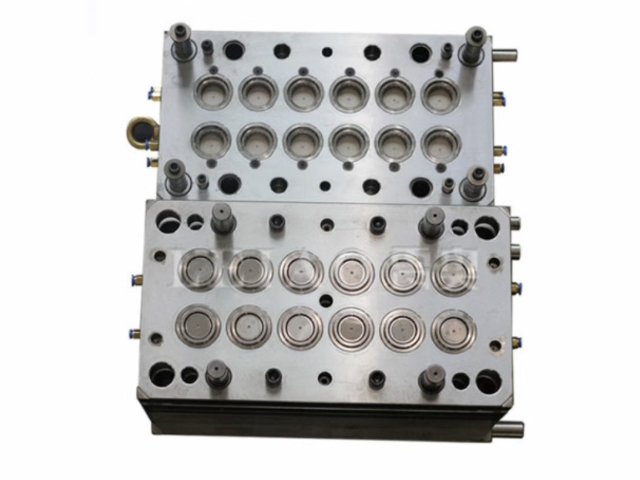
塑料模具在注射机上注射成型完毕,同时冷却系统使产品在模具型腔内冷却,注射机保温时间结束,开模时I分型面在模外定距装置上弹簧12的作用下先开模,由于定距水口料拉料杆8上的弹簧力较小,从而在水口料浇口及水口板上拉料杆的带动下被拉出,待定距水口料拉料杆8行程完毕,I分型面开模继续,使水口料从产品中脱出,同时水口板上拉料杆上的水口料也被脱出,因水口料定距拉料杆8开口边朝下方,则水口料自动落下,定距拉料杆8在弹簧7的作用下复位,I分型面分开,并且在限位柱16下分型定距;注射机开模仍然继续,Ⅱ分型面打开,同时动模平面不再对复位杆33施力,从而推杆3和复位杆33在弹簧强力下弹出,顶出产品;待注射机开模动作全部结束,开始动模顶出动作,模具推杆垫板25被注射机顶杆推行,使固定在型芯上的顶杆24受力,带动模型芯推动产品完成顶出,复位时由于复位杆21倒装固定在推板上,从而减少了动模型芯在顶杆24带动下复位时所受的撞击力,塑料模具模具完成一次注射工作。广州汽车塑料模具制作
文章来源地址: http://wjgj.cmgdjgsb.chanpin818.com/mojuog/suliaomo/deta_28685679.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。