[VIP第1年] 指数:3
[VIP第1年] 指数:3
目前常用的日用化妆塑料模具抛光方法:1、日用化妆塑料模具机械抛光。机械抛光是靠切削、材料表面塑性变形去掉被抛光后的凸部而得到平滑面的抛光方法,一般使用油石条、羊毛轮、砂纸等,以手工操作为主,特殊零件如回转体表面,可使用转台等辅助工具,表面质量要求高的可采用超精研抛的方法。超精研抛是采用特制的磨具,在含有磨料的研抛液中,紧压在工件被加工表面上,作高速旋动。利用该技术可以达到Ra0.008μm的表面粗糙度,是各种抛光方法中高的。光学镜片模具常采用这种方法。2、化学抛光。化学抛光是让材料在化学介质中表面微观凸出的部分较凹部分优先溶解,从而得到平滑面。这种方法的主要优点是不需复杂设备,可以抛光形状复杂的工件,可以同时抛光比较多工件,效率高。化学抛光的中心问题是抛光液的配制。化学抛光得到的表面粗糙度一般为数10μm。缺料一般指在加工的过程中,由于模具的型腔填充不满,从而造成零件的外形与设计不符的情况。垃圾桶塑料模具加工工厂

塑料模具的数控加工优点:(1)自动化程度高在模具上加工零件时,整个加工过程都是由数控系统按照加工程序来控制模具的运动部件自动完成的,操作者只需按操作按钮和观察加工过程是否正常。(2)适应性强塑料模具实现加工的过程是由程序来控制的。当要加工某一零件时,先要按零件图上的尺寸、形状和技术要求编写出加工程序,然后再送入数控系统的计算机中。当被加工对象发生变化时,除了更换刀具和夹具外,只需按照新对象的加工要求编写新的加工程序即能实现加工。因此,模具的加工范围比较广,能节省比较多的专门用夹具,特别适用于单件小批量加工。(3)加工质量好、精度高大多采用高性能的主轴、伺服传动系统,高效、高精度的传动部件(如滚珠丝杠副、直线滚动导轨等)和具有较高动态刚度的模具结构,采取了提高模具耐磨性和减小热变形的措施,能保持较高的几何精度和定位精度。又由于模具采用自动加工,减少了人为的操作误差,因此具有较高的加工精度和尺寸一致性。武汉ug塑料模具制作塑料模具特点:选用德国耐腐蚀钢材2316。

当双色模具成型加工经热处理后因线膨胀系数小,热处理变形小,温度差异引起的尺寸变化率小,金相组织与模具尺寸稳定,可减少或不再进行加工,即可保证模具尺寸精度与表面粗糙度要求。塑料模具的硬度通常在50-60HRC以下,经过热处理的模具应有足够的表面硬度,以保证模具有足够的刚度。模具在工作中由于塑料的填充与流动要承受较大的压应力与摩擦力,要求模具保持形状的精度与尺寸精度的稳定性,保证模具有足够的使用寿命。模具的耐磨性取决于钢材的化学成分与热处理硬度,因此增强模具的硬度有利于增强其耐磨性。
在确保证模具硬度的前提下:1、尽量选用预冷、分级冷却淬火或温淬火工艺。2、常平热处理建议。对精细杂乱模具,在条件许可的情况下,氮化热处理厂建议尽量选用真空加热淬火和淬火后的深冷处理。3、对一些精细杂乱的模具可选用预先热处理、时效热处理、调质氮化热处理来操控模具的精度。4、氮化热处理厂在修补模具砂眼、气孔、磨损等缺陷时,选用冷焊机等热影响小的修复设备以避免修补过程中变形的发生。5、模具结构设计要合理,厚薄不要太悬殊,形状要对称,行家表明,对于变形较大模具要把握变形规则,预留加工余量,对于大型、精细杂乱模具可选用组合结构。6、精细杂乱模具要进行预先软氮化,消除机械加工过程中发生的残余应力。型胚构成阶段聚合物在挤出机中的输送、熔融、混炼、泵出成型为型胚的构成阶段。

UG塑料模具:UG作为一款强大的CAD/CAM/CAE软件,在塑料模具设计与制造领域具有普遍应用。利用UG的三维建模功能,设计师可以迅速构建出复杂的模具结构,并进行精确的仿真分析,预测模具在注塑过程中的应力分布、温度变化等,从而优化模具设计,减少试模次数。此外,UG的自动编程功能可以生成高效的加工路径,提高模具制造精度和效率。在竞争激烈的塑料模具市场,UG的应用已成为企业提升竞争力的关键手段之一。在现代园艺中,花盆塑料模具扮演着至关重要的角色。它们不只设计多样,能够满足不同植物的种植需求,还具备耐用、轻便、易清洁等优点。这些模具通常采用注塑工艺制造,确保每个花盆的形状、尺寸都精确无误。从简约的家用小盆到复杂的多层种植盆,塑料模具的灵活性使得花盆设计更加多样化。此外,环保材料的应用也让花盆塑料模具更加符合可持续发展的理念,为家庭园艺爱好者提供了更多选择。瓶盖作为包装容器大批量出产的产品,宜选用一模多腔的塑料模具。垃圾桶塑料模具加工工厂
塑料模具的具体优势:高效率。垃圾桶塑料模具加工工厂
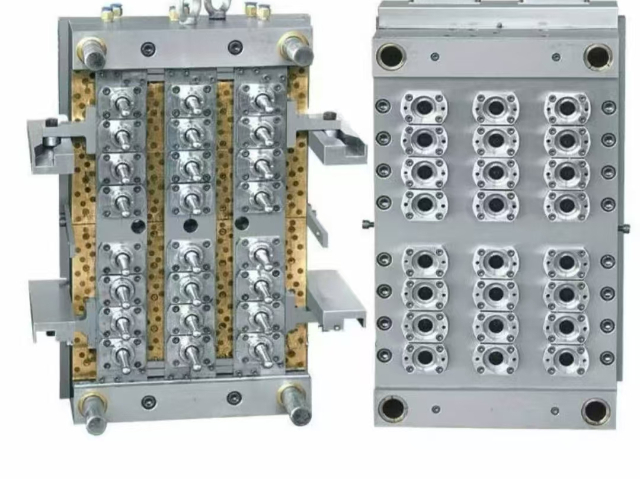
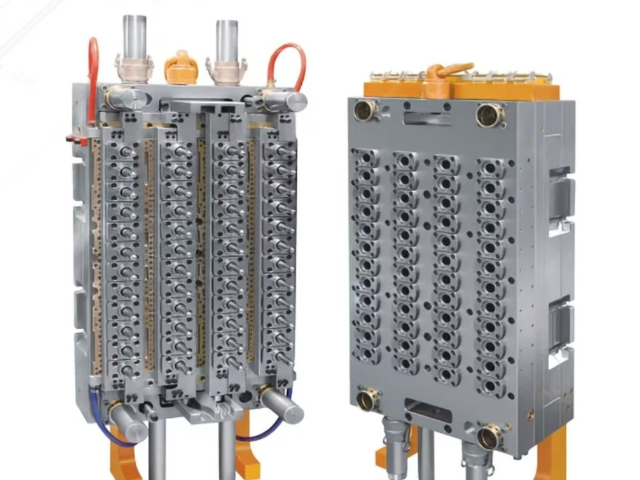
塑料模具选用国际抢先的二级双锥度定位技术,每腔独自自锁,保证模具同心度,良好的冷系统完成常温水冷却的高效率,并且免剪浇口,降低工人劳动强度,模具寿命至少300万次模次。在塑料模具注塑成型的过程中,温度的控制是极其重要的,它不只会影响到制品的质量还会影响到其成型周期。不同的塑料具有不同的流动性,所以其温度控制也不相同。流动性好的塑料,一般控制在60℃左右;流动性差的塑料,一般控制在80℃到120℃之间。另外,结晶塑料和非结晶塑料的冷却过程也不相同,这点在注塑过程中要注意区别。垃圾桶塑料模具加工工厂
文章来源地址: http://wjgj.cmgdjgsb.chanpin818.com/mojuog/suliaomo/deta_28714602.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。