[VIP第1年] 指数:3
[VIP第1年] 指数:3
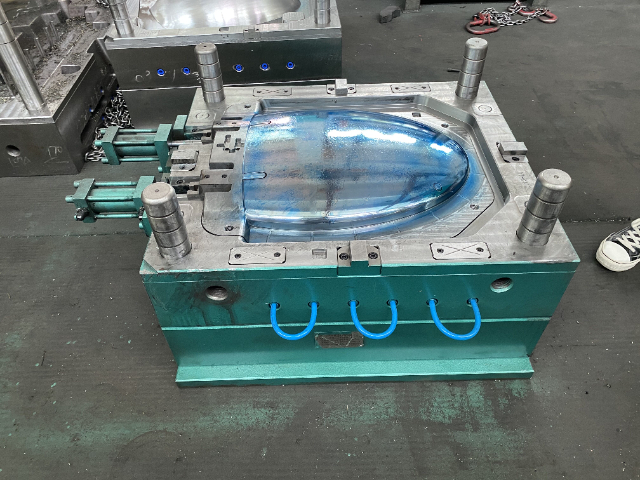
垃圾桶塑胶模具在城市清洁和垃圾分类中发挥着重要作用。这些模具通过注塑成型技术,能够生产出各种规格和形状的塑胶垃圾桶,为城市提供了便捷、高效的垃圾收集和处理方案。与传统垃圾桶相比,塑胶垃圾桶具有轻质、耐用、易清洁等特点,更适合城市环境的长期使用。在模具设计过程中,设计师会充分考虑垃圾桶的容量、密封性、便携性和美观性等因素,确保垃圾桶能够满足不同场合的使用需求。此外,随着垃圾分类政策的推广和实施,垃圾桶塑胶模具的设计也更加注重创新性和实用性相结合。例如,通过开发具有智能识别、自动压缩等功能的新型垃圾桶,垃圾桶塑胶模具不只提高了垃圾分类的效率和准确性,还减少了垃圾对环境的污染和资源的浪费。这些创新的设计为城市清洁和垃圾分类工作提供了有力支持,也为城市的可持续发展做出了积极贡献。在模具加工中,数控钻床的使用也能够起到提高加工精度和缩短加工周期的效果。杭州电器塑料模具开模

垃圾桶塑料模具:在环保领域,垃圾桶塑料模具的应用日益普遍。这些模具通过注塑成型技术,可以生产出各种形状、大小和颜色的垃圾桶,满足不同场合的需求。垃圾桶塑料模具通常采用环保型塑料材料制成,具有轻质、耐用、易清洁等特点。同时,模具的设计也充分考虑了用户体验和垃圾分类的需求,使得垃圾桶在使用过程中更加便捷和高效。随着人们对环保意识的提高,垃圾桶塑料模具的设计也更加注重美观性和实用性相结合,为城市环境的改善贡献了一份力量。北京精密塑胶模具厂现在随着我国经济的发展,高精度塑料模具的使用数量也日益增加。

塑料模具安装方向的选择应本者以下原则。(1)模具带有侧向抽芯滑块时,尽量将滑块运动方向置于水平方向,滑块一般不放在向上抽芯的方向,因为开模时滑块与斜销脱离后,如果定位机构可靠性差,则滑块有下滑移的倾问,即使移位不大,在合模时也可能使斜销和滑块相互碰伤。应特别注意。(2)当塑料模具的长度与宽度尺寸相差较大时,应尽可能将模具的长边罝于水平方向。(3)模具的冷却水接头尽景放在模具背面,模具正面面向操作工。(4)塑料模具如果带有油压接头、气压接头、热流道元件接线板时,应将它们尽可能放置在非操作面,以利操作。
哪些因素会导致塑料模具生锈:通常情况下形成塑料模具生锈的原因是熔料过热分化后发生气体形成的,假如发生在暂停成型时,塑料模具周围存在的腐蚀性气体是模具锈蚀。为此,当中止打针成型后,必须用干净的软布将模具搽干净,在不成型时一定要闭合模具,防止周围其它打针机发生的气体引起腐蚀。关闭塑料模具时,千万记住要涂上黄油,不要忘掉堵上浇型时成,假如长时间中止成型时,应在模腔内喷发防锈剂等,喷发前要将模腔用软布搽干净,承认无锈斑为止。假如发生模腔外表沾上渣类碳化物,导致了塑料模具生锈,应及时扫除;成型材猜中析出和分化生成的碳化物常使模具磨损或腐蚀,一旦发现应立即用干布擦除。耐磨性可用模拟的实验方法,测出相对的耐磨指数,作为表征不同化学成分及安排状态下的耐磨性水平的参数。

塑料模具的加工要点:首先、如何加快产品的成型周期?优化模具结构设计和冷却系统是关键。当然,良好的高稳定性的注塑机也是比较必要的。第二、合理选择高精度的模具加工设备与项目跟进团队、QC部门去落实整个项目,这将直接导致客户后期花更少的时间修改和调整模具。并且合理的加工工艺选择会缩短整个塑料模具的加工时间。第三、一副好的模具必须在高速运行下有较长的工作寿命。要做到这一点,就必须使用高质量的塑料模具材料和零件。也保持塑料模具结构的简单,易于客户在自己的工厂中方便维护。第四、与瓶颈的互配性。通常情况下,如果上述要求落实好,那么装配就是没有问题的。如将模具冷却到零点以下,空气中的潮气就会在模具表面结成水珠,如不擦除就会生锈。北京精密塑胶模具厂
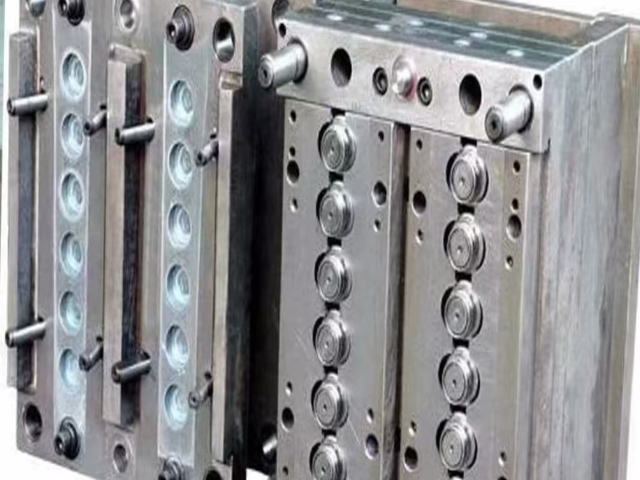
瓶盖有这较为完整统一的质量标准和口径参数等,因而说瓶盖的生产制作是相对标准的。杭州电器塑料模具开模
问题一:当溢料问题解决不及时的时候,就会导致飞边扩大;而镶件侧隙和推杆孔隙产生的溢料会使塑胶件卡在模具上,影响分模。设备原因:机器自身的合模力不够,从而会导致模具不能正常压紧。一般在选择注塑机型号时,机器所标定的的额定合模力一般须大于注射成型件轴向横截面积在注射时所形成的张力,否则将造成脱模,形成飞边的现象。模具原因:一般是由于模具设计的不合理性所造成的,这类问题就比较难解决了,需要重新去设计模具。问题二:出现缩水现象。缩水是成品表面所发生的不良现象中较多的,大多发生干壁厚处。设备原因:注塑机注塑的速度和保压时间较少,使得塑胶件的的流动性不足。导致首先进入模具型腔的塑胶件冷却较快,没有足够的保压时间来进行补缩,解决这个问题的话就要采用更高的注塑压力。模具原因:塑料模具内部的排气不通畅,也会导致型腔内有多余的空气不能排除。解决的办法便是对模具进行维护保养和增加排气口。杭州电器塑料模具开模
文章来源地址: http://wjgj.cmgdjgsb.chanpin818.com/mojuog/suliaomo/deta_28801425.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。